Time to add a post hole digger setup to the Kubota L2502 to help install a few gate posts, solar panel mount poles and plant some trees. Originally planned on purchasing a 3 point post hole digger but figure a hydraulic system would make a fun project and work better.
Solidworks files can be sent to anyone that wants to copy for personal use.
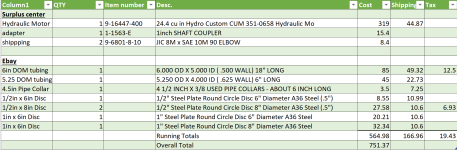
I will try to keep a running tally of cost on the first post.
Total Cost

Items to still be purchased
QTY 2 2.75 ID x 4.437 Tapered Bearings
QTY 1 3.5 OD x 12in metal rod
Hoses
Free items
Plate on hand and steel tubing to make tractor mount
Motor Selection


Few Calcs from Parker Tech sheet

And some calculation Magic if I didnt screw up excel

Solidworks files can be sent to anyone that wants to copy for personal use.
I will try to keep a running tally of cost on the first post.
Total Cost
Items to still be purchased
QTY 2 2.75 ID x 4.437 Tapered Bearings
QTY 1 3.5 OD x 12in metal rod
Hoses
Free items
Plate on hand and steel tubing to make tractor mount
Motor Selection
Few Calcs from Parker Tech sheet
And some calculation Magic if I didnt screw up excel
Attachments
Last edited:

 He is still a 2:1 reduction away from having a ok drill. The skid steer augers tend to start at 1200 ft/lbs for the small stuff and go up to 3-4000 for the guys that want to spin a 24” auger. His 750 foot lbs is gonna be a tough one to use.
He is still a 2:1 reduction away from having a ok drill. The skid steer augers tend to start at 1200 ft/lbs for the small stuff and go up to 3-4000 for the guys that want to spin a 24” auger. His 750 foot lbs is gonna be a tough one to use.

