desertPOS
Red Skull Member
- Joined
- Jul 2, 2020
- Member Number
- 2236
- Messages
- 331
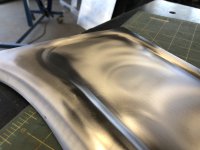
I think I linked the Corvell round-over die and adapter in a previous post, but if I didn't I can put links in here later. Ended up getting the 1-1/2" round over die and it's pretty cool. Did a test piece or two, then went straight for a panel I needed to make.
Happy with the overall performance of the die set, not stoked about the tooling lines or 'tipping edge' that happens on the edge of the die. Probably terrible terminology but not sure how else to describe it. All from how I was holding the material as I rolled it though I'm sure, I'll have to pay attention to what angle I'm holding everything as I roll it more in the future, and see if I can't minimize that - referring to the 'bend' that happens on the edge of the die... That aside though, it's pretty bitchin and will definitely use a lot in the future Had to get it with the adapter to make it work on my 22mm shafts, but easy enough.
Had to get it with the adapter to make it work on my 22mm shafts, but easy enough.


You can see where I first used the tipping die to beadroll a shape into it, then swapped dies to the round over die I just got. Instead of a flat surface gradually turning into a rounded-over shape on the edge, there is the additional tooling transition on the edge of the roundover die that bugs me. I'm sure it's 100% me and I just need to get better at using it - thought it was worth pointing out.

So what are you guys doing about tooling marks left in the sheetmetal after beadrolling? They bug me and I'd like to get rid of them, but hand sanding seems to be the best solution - so I've just left them so far Not too big of a deal for stuff getting painted, but definitely stands out (at least to me) on aluminum or stainless thats not
Not too big of a deal for stuff getting painted, but definitely stands out (at least to me) on aluminum or stainless thats not

Happy with the overall performance of the die set, not stoked about the tooling lines or 'tipping edge' that happens on the edge of the die. Probably terrible terminology but not sure how else to describe it. All from how I was holding the material as I rolled it though I'm sure, I'll have to pay attention to what angle I'm holding everything as I roll it more in the future, and see if I can't minimize that - referring to the 'bend' that happens on the edge of the die... That aside though, it's pretty bitchin and will definitely use a lot in the future
Had to get it with the adapter to make it work on my 22mm shafts, but easy enough.You can see where I first used the tipping die to beadroll a shape into it, then swapped dies to the round over die I just got. Instead of a flat surface gradually turning into a rounded-over shape on the edge, there is the additional tooling transition on the edge of the roundover die that bugs me. I'm sure it's 100% me and I just need to get better at using it - thought it was worth pointing out.
So what are you guys doing about tooling marks left in the sheetmetal after beadrolling? They bug me and I'd like to get rid of them, but hand sanding seems to be the best solution - so I've just left them so far
Not too big of a deal for stuff getting painted, but definitely stands out (at least to me) on aluminum or stainless thats not

 Seems like factory heat shielding is aluminum, so who knows... I think with a big enough air gap it probably doesn't matter that much, but like in the last couple pics, the space between exhaust and heat shield, then heat shield to tube work is less than half an inch, so stainless seems to make the most sense. Seems like every layer of metal with an air gap cuts down more heat, so if the floor still gets really warm back there, I'll add another layer of sheetmetal under the floor
Seems like factory heat shielding is aluminum, so who knows... I think with a big enough air gap it probably doesn't matter that much, but like in the last couple pics, the space between exhaust and heat shield, then heat shield to tube work is less than half an inch, so stainless seems to make the most sense. Seems like every layer of metal with an air gap cuts down more heat, so if the floor still gets really warm back there, I'll add another layer of sheetmetal under the floor